
Filtrate clarification is an excellent alternative to improve sugar quality, reduce sugar loss, and enhance the clarification process. However, for many sugar mills, understanding the steam requirements is a crucial parameter when choosing to implement or not a new technology. Therefore, to answer this question, we estimated the energy requirements of implementing a mud filtrate clarification process in a sugar mill using our proprietary software.
The study consisted of the evaluation of three scenarios where we calculated the amount of exhaust steam required by the boiling house. The scenarios simulated were the following; first, a sugar mill without mud filtrate clarification, the second and third scenarios, mud filtrate clarification is in place, but we use exhaust steam and vapor I, respectively, for the heating requirements of the process.
For all three scenarios, parameters such as the grinding rate, evaporation and boiling schemes, juice properties, among others, remained unaltered for the three simulations.
We provide more details of each scenario below:
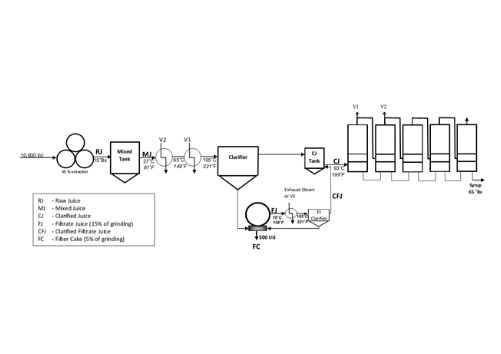
- First Scenario: The mud filtrate recirculation is on and sent back to the mixed juice tank.
- Second scenario: we heat the mud filtrate juice from 70 to 105 ⁰C (158-221 ⁰F) before entering the clarifier using exhaust steam at 25 psig.
- Third scenario: we heat the mud filtrate juice from 70 to 105 ⁰C (158-221 ⁰F) before entering the clarifier using vapor I (10 psig) from the first evaporation effect.
As we mentioned before, the general configuration of the factory remained unchanged for all three scenarios. Below, we describe these parameters, as well as other model assumptions.
Heat Radiation Losses:
- We assumed a 5% radiation loss in live steam and exhaust steam lines.
- We assumed a 10% radiation loss in evaporator trains.
Steam Generation Plant:
- The factory has 3 boilers with a steam capacity of 99,208 pounds per hour (45 tons/h). The live steam conditions are of 250 psig and 390 ⁰C (734 ⁰F).
- The boiler feedwater temperature is 127 ⁰C (261 ⁰F).
- The boiler deaerator required exhaust steam for its operation.
- We considered steam reducing valves (250 to 150 and 150 to 25 psig) to meet the exhaust steam requirements, in case it was not enough.
Power Generation Plant:
- We included 3 turbo-generators with 4 Mega-watt (MW) capacity each.
- We assumed a mechanical and electrical efficiency of 0.97 and 0.92, respectively.
- The sugar mill electrical demand was 8.3 MW
- The exhaust steam conditions were 25 psig and 180 ⁰C (356 ⁰F)
Milling Tandem Plant
- The grinding rate used for the model was 10,000 tons per day.
- We considered a milling tandem with electrical motors.
- Juice Extraction: 95%
- Cane Fiber: 14%
- Bagasse Moisture: 50%
- Bagasse Fiber: 48%
Boiling House
- The juice heating consisted of two stages. The primary and secondary heaters utilized vapor II and vapor I, respectively.
- The clarified juice temperature was 93⁰C (199⁰F). We did not consider a clarified juice heater in the model.
- Filter Cake: 5% Cane
- Filtrate Juice: 15% Cane
- We set the syrup Brix to 65%.
- The vacuum pans steam requirements were 18% cane base.
- We simulated five evaporation effects. The first one supplied the steam to the vacuum pans and secondary heaters. The second effect provided steam to the primary heaters.
Figures 1 and 2 show the three different operation scenarios. Additionally, figures 3 and 4 show the power plant and evaporation schemes, respectively.
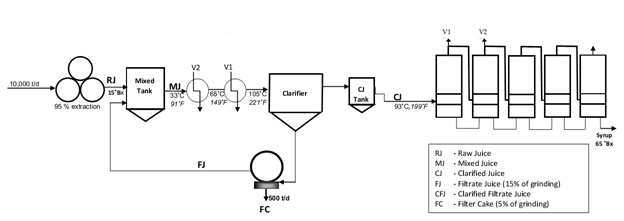
Figure 1: Sugar Factory without Filtrate Clarification.
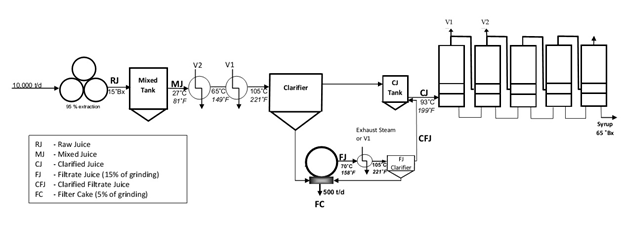
Figure 2: Sugar Factory with Filtrate Clarification.
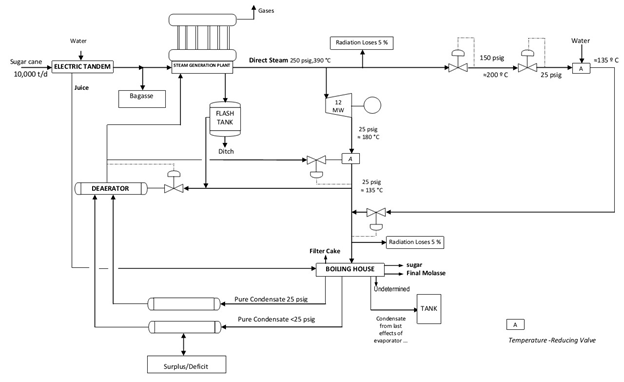
Figure 3: Power Plant Scheme.
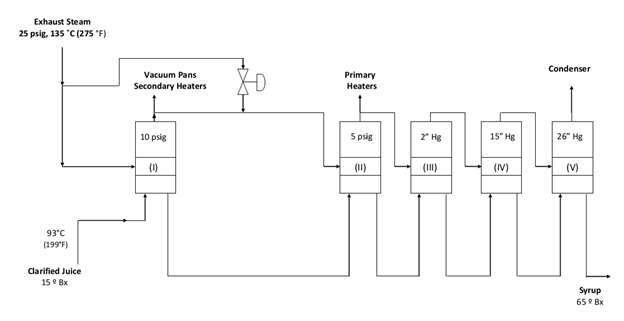
Figure 4: Evaporation Scheme.
We summarized the results of the three simulations in table 1. The reader can observe that the exhaust steam percent cane is not significantly different in the three scenarios. In other words, the implementation of mud filtrate clarification would not impact the steam economy of the factory negatively.
Table 1: Steam Requirements of a Sugar Factory with and without Mud Filtrate Clarification (All Values in kg unless stated differently)
| Process Area | Physical Properties | Scenarios | ||
|---|---|---|---|---|
| I | II | III | ||
| Milling Tandem | ||||
| Grinding rate | 416,667 | 416,667 | 416,667 | |
| Bagasse | 2704 | 2704 | 2704 | |
| Steam Generation Plant | ||||
| Live steam | 250 psig 390 ⁰C, 734⁰F |
148,608 | 149,170 | 148,569 |
| Live steam lost by radiation (5%) | 251 psig 390 ⁰C, 734⁰F |
7,430 | 7,459 | 7,428 |
| Live steam to power generation plant | 252 psig 390 ⁰C, 734⁰F |
120,177 | 120,177 | 120,177 |
| Live steam to steam pressure reducer valve | 253 psig 390 ⁰C, 734⁰F |
21,002 | 21,535 | 20,964 |
| Water to steam pressure reducer valve | 127 ⁰C, 261 ⁰F | 895 | 918 | 894 |
| Power Generation Plant | ||||
| Exhaust steam from turbo generators | 25 psig 180 ⁰C, 356 ⁰F |
142,074 | 142,631 | 142,631 |
| Water to steam temperature reducer valve | 127 ⁰C, 261 ⁰F | 6,057 | 6,081 | 6,056 |
| Exhaust steam | 25 psig 135 ⁰C, 275 ⁰F |
148,131 | 148,712 | 148,089 |
| Exhaust steam to deaerator | 25 psig 135 ⁰C, 275 ⁰F |
1,145 | 1,152 | 1,143 |
| Exhaust steam lost by radiation (5%) | 25 psig 135 ⁰C, 275 ⁰F |
8,042 | 8,096 | 8,038 |
| Exhaust steam to boiling house | 25 psig 135 ⁰C, 275 ⁰F |
160,841 | 161,917 | 160,766 |
| Boiling House | ||||
| Steam to primary heaters | V2 (5 psig) | 26,497 | 27,175 | 27,175 |
| Steam to secondary heaters | V1 (10 psig) | 33,400 | 28,845 | 28,845 |
| Steam to filtrate juice heaters | 0 | 4,064 | 3,985 | |
| Steam to vacuum pans | V1 (10 psig) | 75,000 | 75,000 | 75,000 |
| Exhaust steam to evaporators | 25 psig 135 ⁰C, 275 ⁰F |
160,841 | 157,852 | 160,766 |
| Exhaust steam to boiling house | 25 psig 135 ⁰C, 275 ⁰F |
160,841 | 161,917 | 160,766 |
| Raw Juice (15 ⁰Brix) | 27 ⁰C, 81 ⁰F | 395,834 | 395,834 | 395,834 |
| Mixed Juice | 458,334 | 395,834 | 395,834 | |
| Filtrate Juice | 70 ⁰C, 158 ⁰F | 62,500 | 62,500 | 62,500 |
| Clarified Juice | 93 ⁰C, 199 ⁰F | 375,000 | 375,000 | 375,000 |
| Syrup (65 ⁰Brix) | 86,539 | 86,539 | 86,539 | |
| Exhaust steam consumption % Cane | 38.6% | 38.9% | 38.6% | |
CONCLUSIONS
- Mud Filtrate Clarification with the Crompion LLT Clarifier can reduce the sucrose losses and increase the main clarifiers’ capacity by cutting the recirculation of mud filtrate.
- We design The LLT Clarifier for mud filtrate with extremely short retention time, approximately 10 minutes, allowing to process high throughput in a small clarification unit.
- A simulation of a sugar factory with and without the implementation of mud filtrate clarification shows that the steam economy of the factory would not be affected by the implementation of this process.




